


Industry
Headquarters


Lean Gap Analysis®
An essential phase for measuring and analysing current processes and identifying the gaps between the present and desired states. During this phase, a 'snapshot' of the current state of processes is taken, focusing on quantifying waste, identifying potential problems and opportunities for improvement, and timing all steps. Gaining a clear understanding of process performance is crucial for determining the most effective countermeasures to eliminate the root cause of the issue, as well as for planning future actions and determining which KPIs to monitor to improve efficiency.
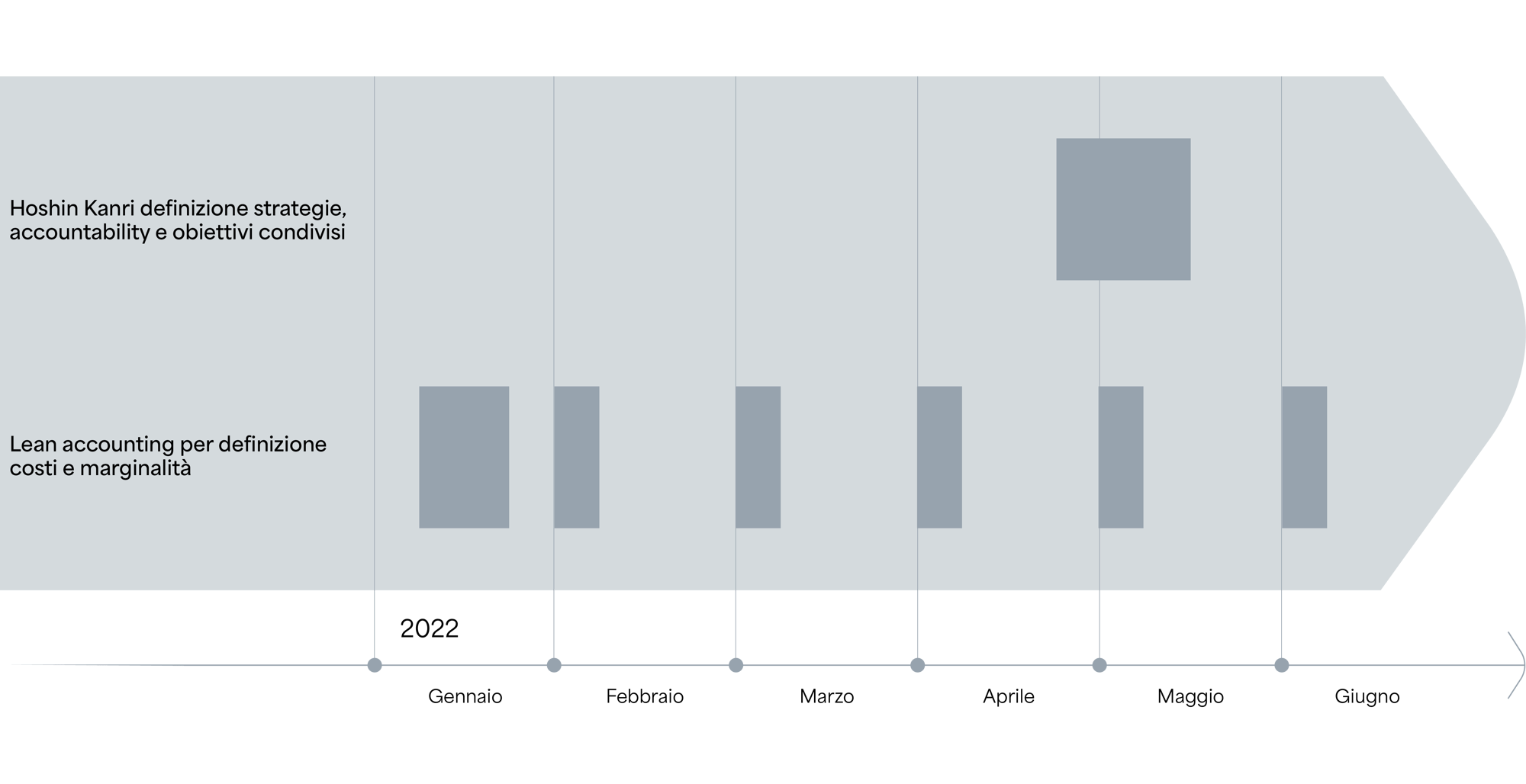
Lean RoadMap®
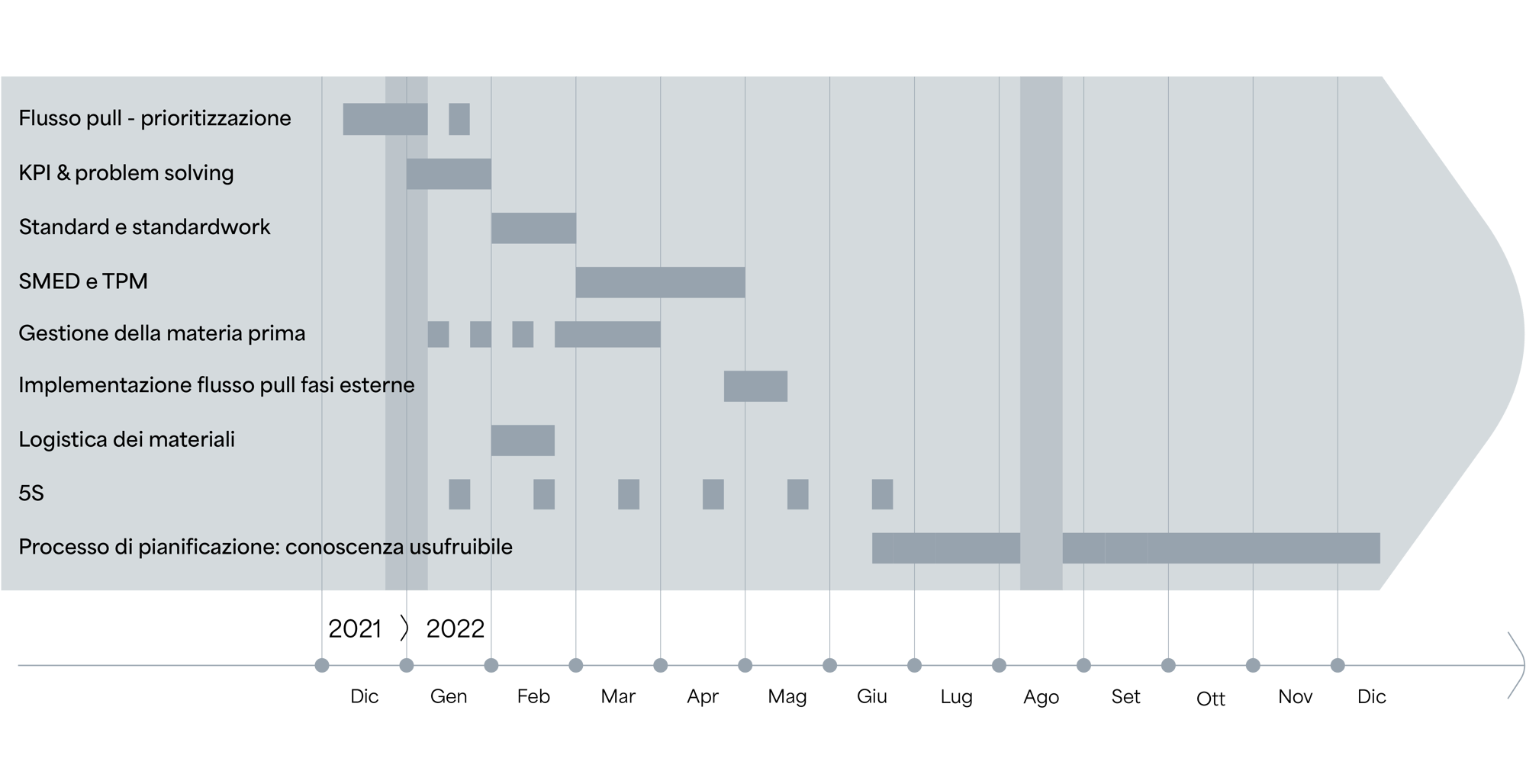
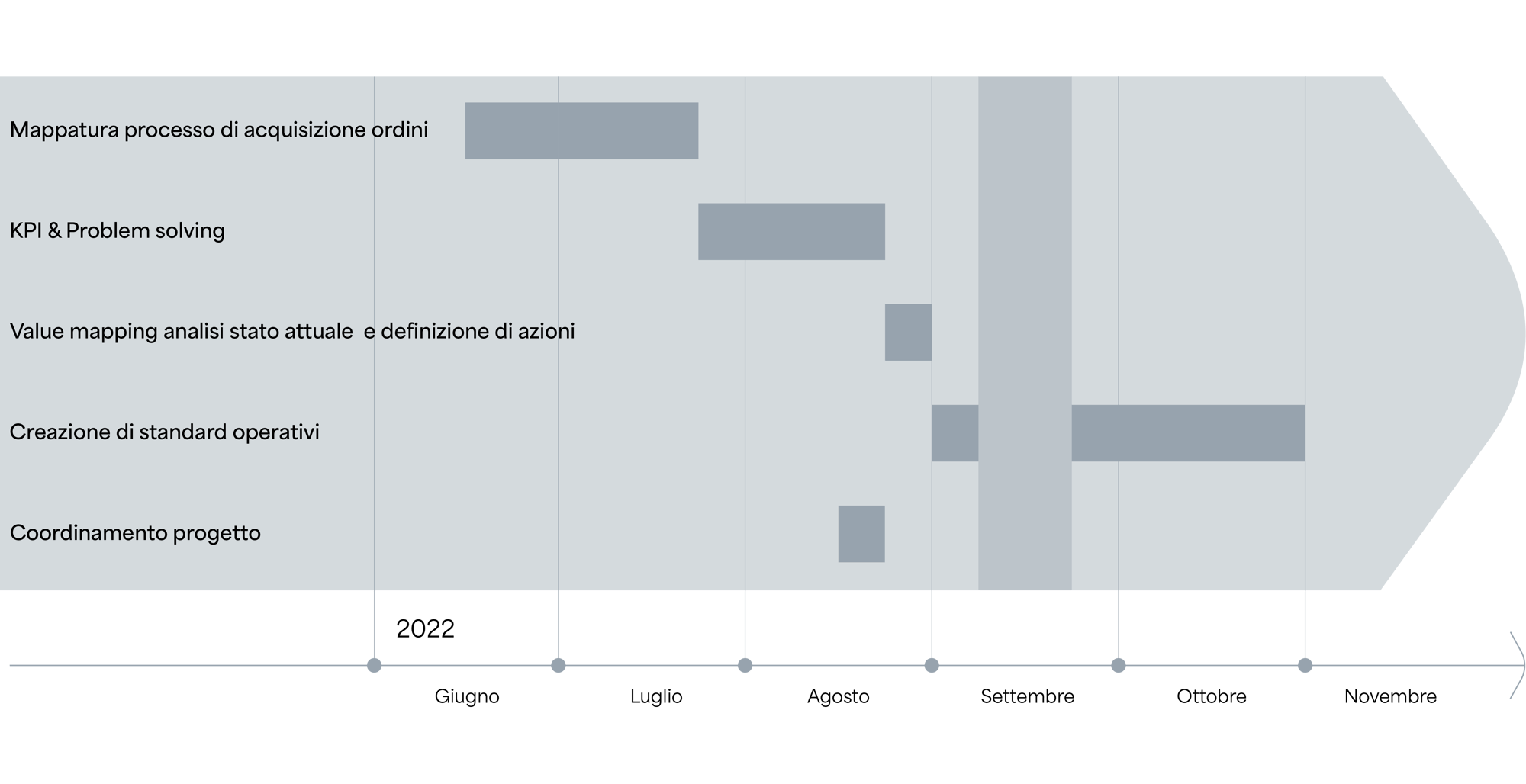
This is the phase in which the future state of the analysed process is planned from a multi-scenario perspective. Once the most appropriate scenario is chosen from a technical and economic standpoint, we move on to planning the steps to implement it. The Lean RoadMap® identifies the activities to focus on and the timelines for completing them.



Lean Gap Analysis®
An essential phase for measuring and analysing current processes and identifying the gaps between the present and desired states. During this phase, a 'snapshot' of the current state of processes is taken, focusing on quantifying waste, identifying potential problems and opportunities for improvement, and timing all steps. Gaining a clear understanding of process performance is crucial for determining the most effective countermeasures to eliminate the root cause of the issue, as well as for planning future actions and determining which KPIs to monitor to improve efficiency.
Lean RoadMap®
This is the phase in which the future state of the analysed process is planned from a multi-scenario perspective. Once the most appropriate scenario is chosen from a technical and economic standpoint, we move on to planning the steps to implement it. The Lean RoadMap® identifies the activities to focus on and the timelines for completing them.


Lean Gap Analysis®
An essential phase for measuring and analysing current processes and identifying the gaps between the present and desired states. During this phase, a 'snapshot' of the current state of processes is taken, focusing on quantifying waste, identifying potential problems and opportunities for improvement, and timing all steps. Gaining a clear understanding of process performance is crucial for determining the most effective countermeasures to eliminate the root cause of the issue, as well as for planning future actions and determining which KPIs to monitor to improve efficiency.
Lean RoadMap®
This is the phase in which the future state of the analysed process is planned from a multi-scenario perspective. Once the most appropriate scenario is chosen from a technical and economic standpoint, we move on to planning the steps to implement it. The Lean RoadMap® identifies the activities to focus on and the timelines for completing them.





Our experts are available to support you with process transformation