


Industria
Oficina
Filiales


Lean Gap Analysis
Fase indispensable para medir y analizar los procesos actuales y definir las diferencias entre el estado actual y el deseado. En esta primera fase se toma una "instantánea" del estado actual de los procesos en términos de cuantificación de residuos, identificación de posibles problemas y oportunidades de mejora, y cronometraje de todas las etapas. Tener una visión clara del rendimiento del proceso es necesario para identificar las contramedidas más correctas para eliminar la raíz del problema y planificar, de cara al futuro, las actividades que hay que hacer -y sobre qué KPI medir- para hacerlo más eficiente.
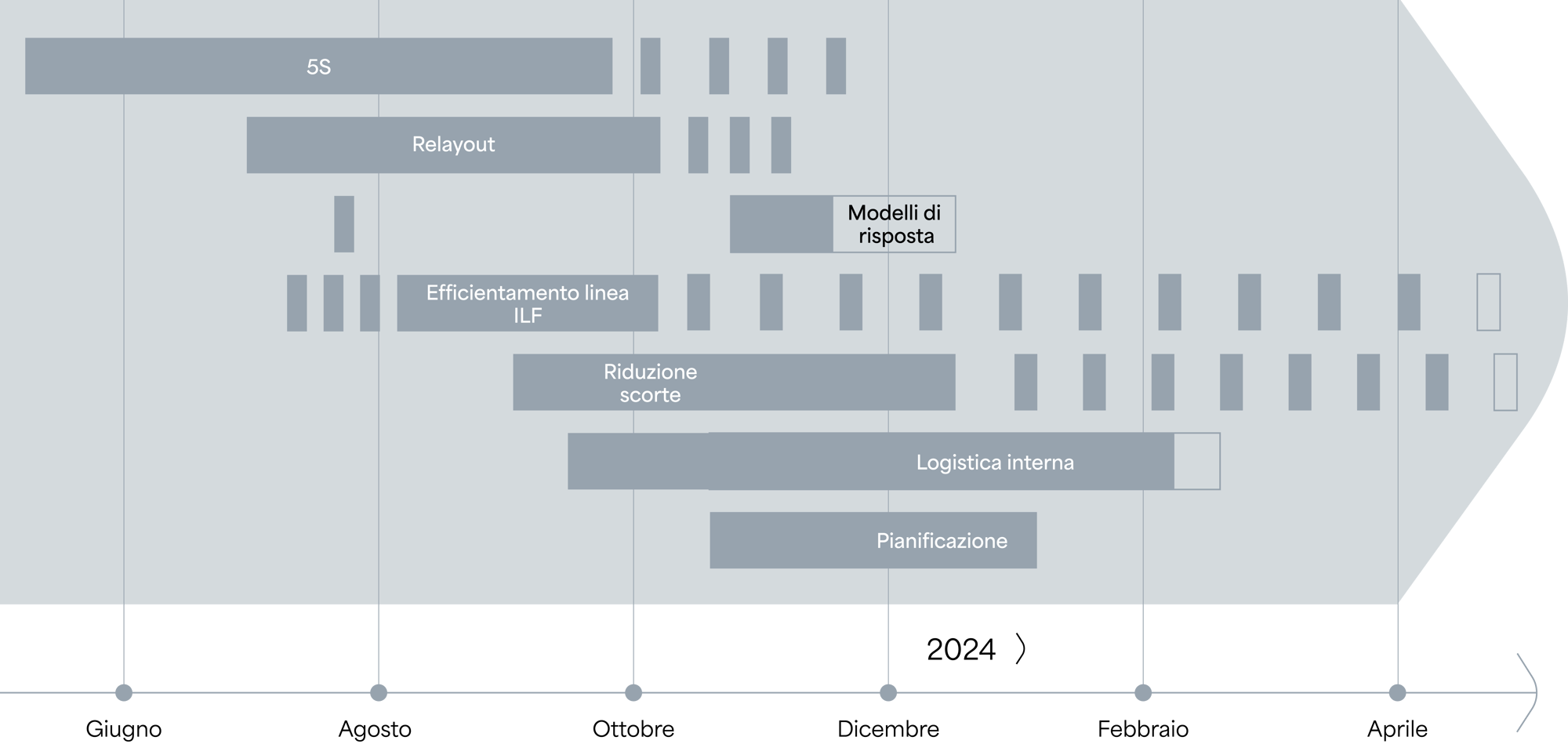
Hoja de ruta Lean
Fase en la que se planifica el estado futuro del proceso analizado desde una perspectiva multiescenario. Una vez elegido el escenario más correcto desde el punto de vista técnico y económico, se pasa a la planificación del camino a seguir para realizarlo. En el Lean RoadMap® surgen las actividades en las que hay que centrarse y el plazo en el que hay que completarlas.
La dirección a seguir
Con el objetivo de reorganizar los distintos modelos organizativos para planificar mejor el proceso de producción, hemos reorganizado los productos de la siguiente manera:
-
 Make to Stock - máquinas ya listas cuando llega el pedido.
Make to Stock - máquinas ya listas cuando llega el pedido. - Make to Order - material en stock ya disponible para poner el pedido en producción.
- Purchase to Order - hay que comprar material para fabricar la máquina.
- Engineer to Order - cuando llega el pedido hay que diseñar la máquina antes de iniciar la producción.
La direzione da percorrere
Con l’obiettivo di riorganizzare i diversi modelli organizzativi per pianificare al meglio il processo produttivo, abbiamo riorganizzato i prodotti nel seguente modo:
- Make to Stock - macchine già pronte al momento di arrivo dell’ordine.
- Make to Order - materiale a magazzino già disponibile per mettere in produzione l’ordine.
- Purchase to Order - è necessario acquistare il materiale per poter produrre la macchina.
- Engineer to Order - quando arriva l’ordine la macchina va progettata prima di cominciare a produrla.

03
Effeuno
A lo largo de los años, Effeuno ha ampliado sus actividades para incluir ahora la producción de hornos. La combinación de tradición e innovación ha permitido a la empresa crecer rápidamente y establecerse en el mercado mundial. En la actualidad, la empresa destaca por la calidad de sus productos tanto en Italia como a escala internacional.

Nuestros expertos a su disposición para guiar a su empresa hacia la transformación