


Industrie
Sediul
Sucursale


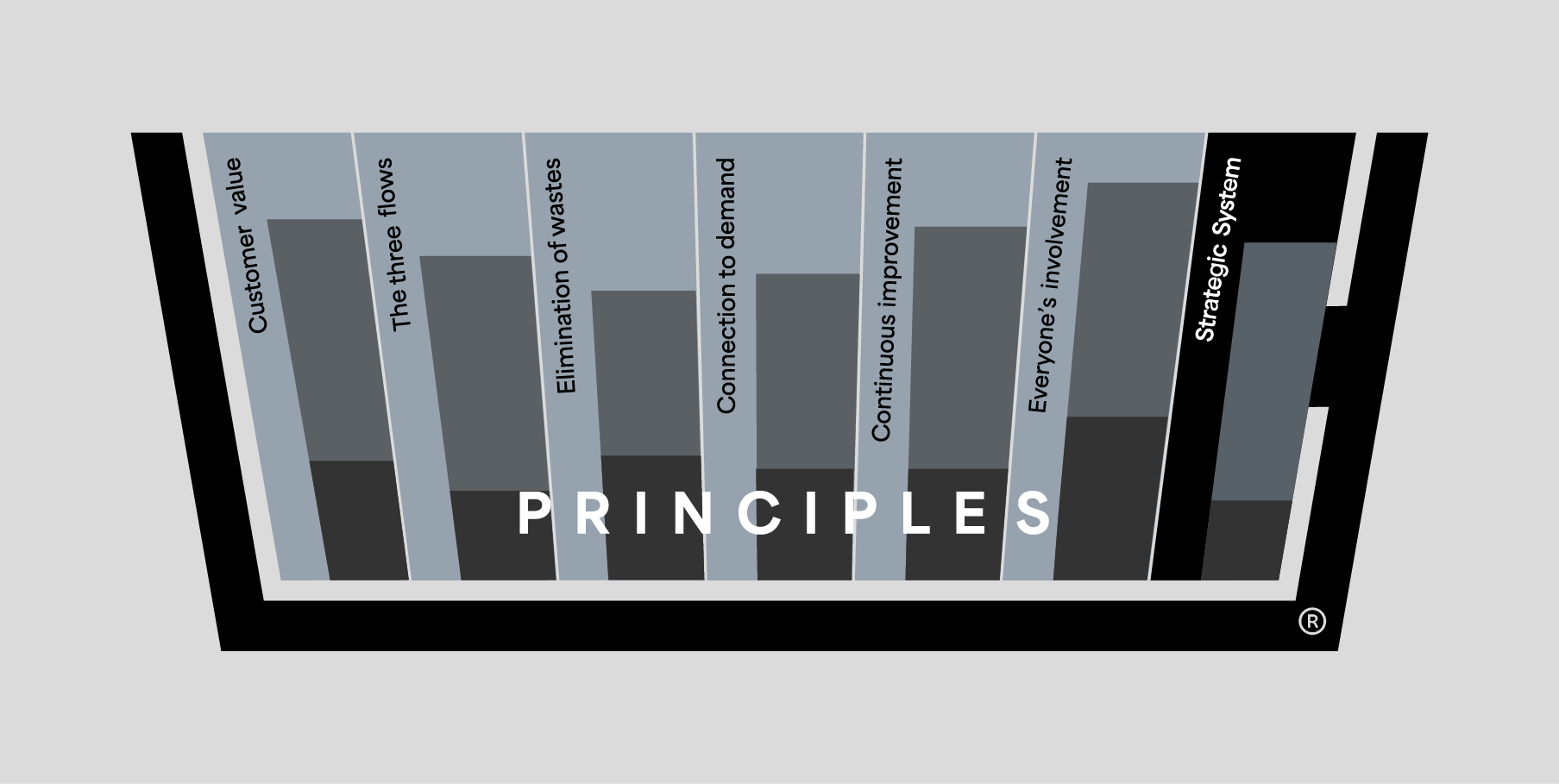
Analiza lacunelor Lean®
Faza indispensabilă pentru măsurarea și analiza proceselor actuale și pentru definirea diferențelor dintre starea actuală și cea dorită. În această primă fază, se realizează o "fotografie" a stării actuale a proceselor în ceea ce privește cuantificarea risipei, identificarea oricăror probleme și oportunități de îmbunătățire, precum și sincronizarea tuturor etapelor. O viziune clară asupra performanței procesului este necesară pentru a identifica cele mai corecte contramăsuri pentru a elimina cauza principală a problemei și pentru a planifica, cu o perspectivă de viitor, activitățile care trebuie realizate - și pe baza căror KPI-uri trebuie măsurate - pentru a-l face mai eficient.
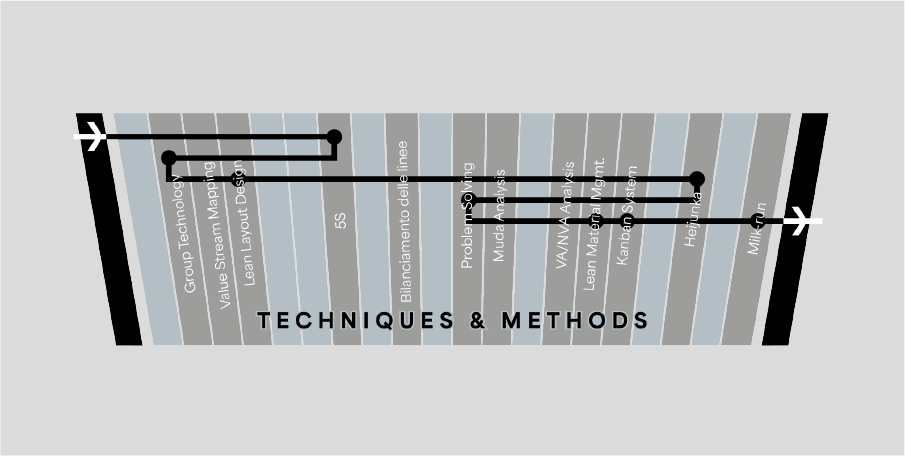
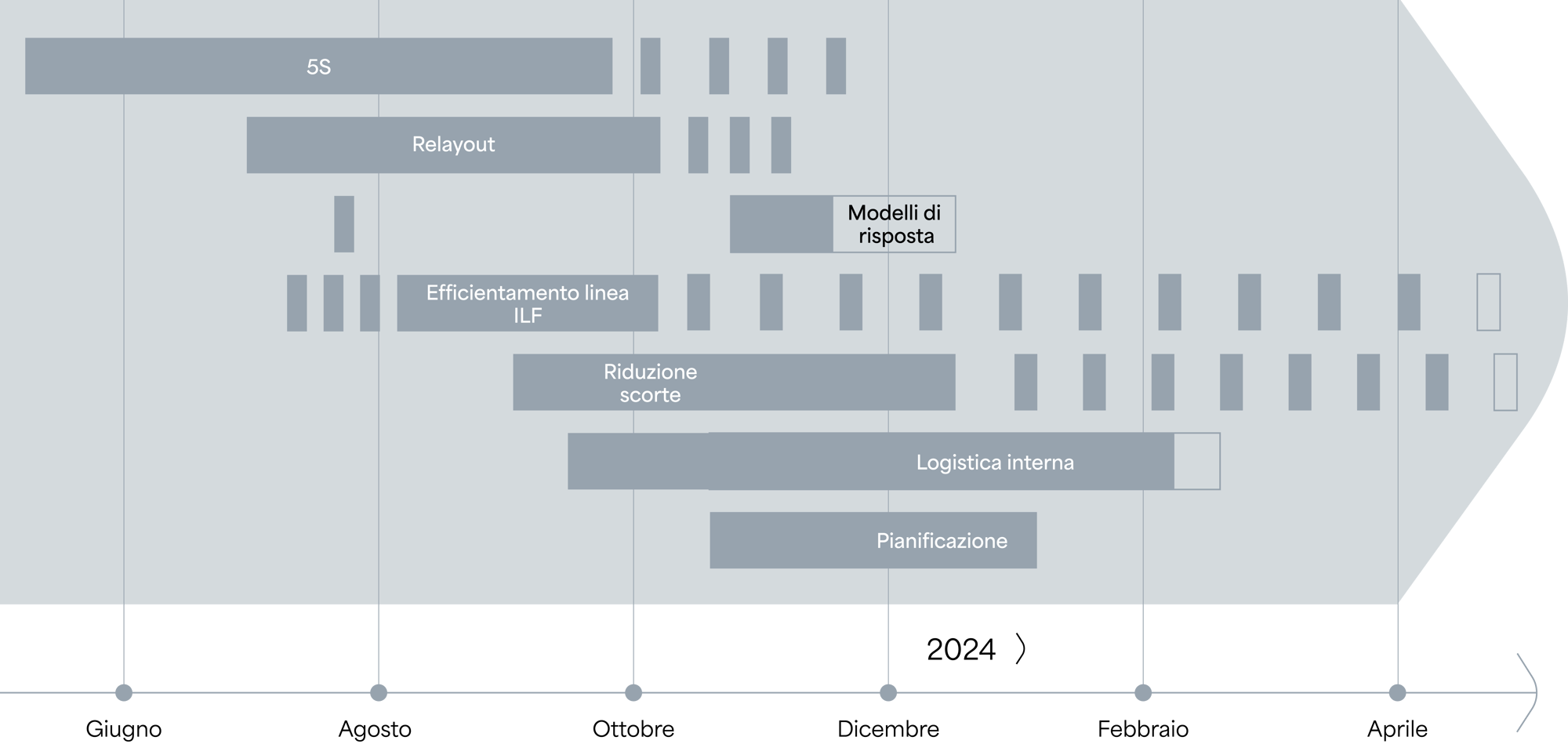
Lean RoadMap®
Faza în care se planifică starea viitoare a procesului analizat din perspectiva mai multor scenarii. Odată ales scenariul cel mai corect din punct de vedere tehnic și economic, se trece la planificarea căii de urmat pentru realizarea acestuia. În Lean RoadMap® apar activitățile pe care trebuie să ne concentrăm și intervalul de timp în care trebuie să le finalizăm.
Direcția de urmat
Cu scopul de a reorganiza diferitele modele organizaționale pentru a planifica mai bine procesul de producție, am reorganizat produsele în felul următor:
-
 Make to Stock - mașini deja pregătite la sosirea comenzii.
Make to Stock - mașini deja pregătite la sosirea comenzii. - Make to Order - materiale în stoc deja disponibile pentru a pune comanda în producție.
- Purchase to Order - materialul trebuie achiziționat pentru a produce mașina.
- Engineer to Order - atunci când sosește comanda, mașina trebuie proiectată înainte de a începe producția.
La direzione da percorrere
Con l’obiettivo di riorganizzare i diversi modelli organizzativi per pianificare al meglio il processo produttivo, abbiamo riorganizzato i prodotti nel seguente modo:
- Make to Stock - macchine già pronte al momento di arrivo dell’ordine.
- Make to Order - materiale a magazzino già disponibile per mettere in produzione l’ordine.
- Purchase to Order - è necessario acquistare il materiale per poter produrre la macchina.
- Engineer to Order - quando arriva l’ordine la macchina va progettata prima di cominciare a produrla.
03
Effeuno
De-a lungul anilor, Effeuno și-a extins activitățile pentru a include acum producția de cuptoare. Combinația dintre tradiție și inovație a permis companiei să se dezvolte rapid și să se impună pe piața globală. Astăzi, compania se remarcă prin calitatea produselor sale atât în Italia, cât și la nivel internațional.

Experții noștri sunt disponibili pentru a vă ghida compania către transformare